深圳市鼎盛天科技有限公司今天跟大家分享的是大型機(jī)床架床身的焊接夾具應(yīng)用案例,根據(jù)客戶提供的產(chǎn)品圖的設(shè)計(jì)方案。整套焊接工裝的基礎(chǔ)平臺(tái)通過3件4000mm*2000mm工作臺(tái)和不同尺寸U型方箱組合成最大尺寸為4000mm*16000mm的工作平臺(tái),平臺(tái)和平臺(tái)的連接以及U型方箱和平臺(tái)的連接均采用連接螺栓進(jìn)行連接。單個(gè)工作臺(tái)平面度0.10/1000mm,四個(gè)工作臺(tái)平面度≤1mm,平臺(tái)保證左右、上下對(duì)齊,在組裝平臺(tái)16000mm內(nèi)平面度≤2mm。平臺(tái)支撐采用下方帶可調(diào)腳的框架式支架,平臺(tái)均布荷載不小于7噸,調(diào)整腳調(diào)整范圍為35mm,工作臺(tái)高度調(diào)節(jié)范圍650~680mm。
床身裝夾工序:
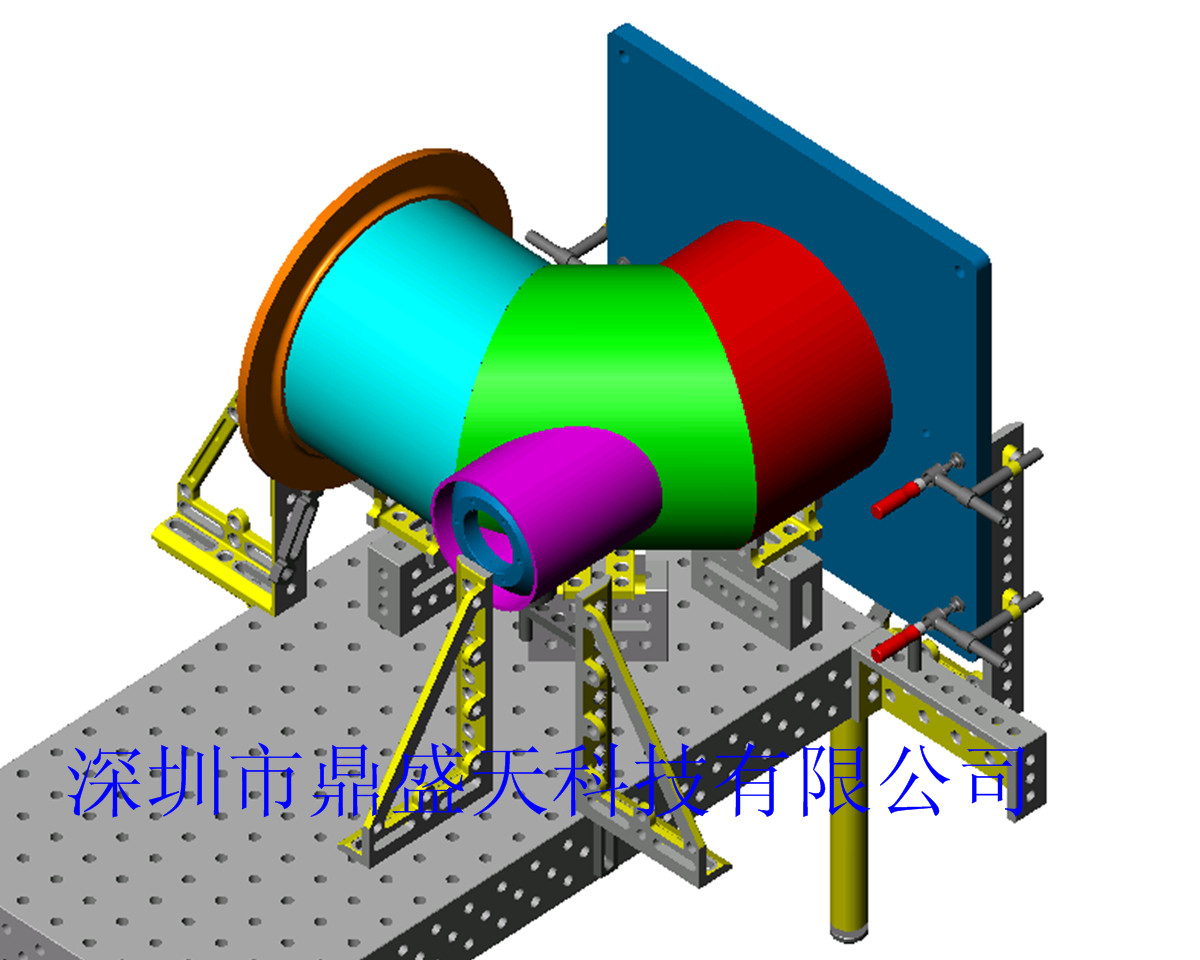
對(duì)于床身,其整體的定位基準(zhǔn)如圖所示,都在同一側(cè)進(jìn)行定位,不能避免的地方則利用活動(dòng)式的定位裝置進(jìn)行定位支撐。所以可以將全部工裝直接按照相應(yīng)的位置擺放好,后續(xù)依次將工件擺放上去。
架焊接工裝應(yīng)用現(xiàn)場(chǎng)")
第一步,先將定位基準(zhǔn)側(cè)的側(cè)邊主梁放置好,如果工件下方的支撐方通為零散件,則需要將上側(cè)橫梁放置好后再將下側(cè)的支撐方通等散件放置進(jìn)去,由于工件本身比較重,其放置時(shí)需確定好位置,保證其兩側(cè)面與定位角鐵完美貼合。
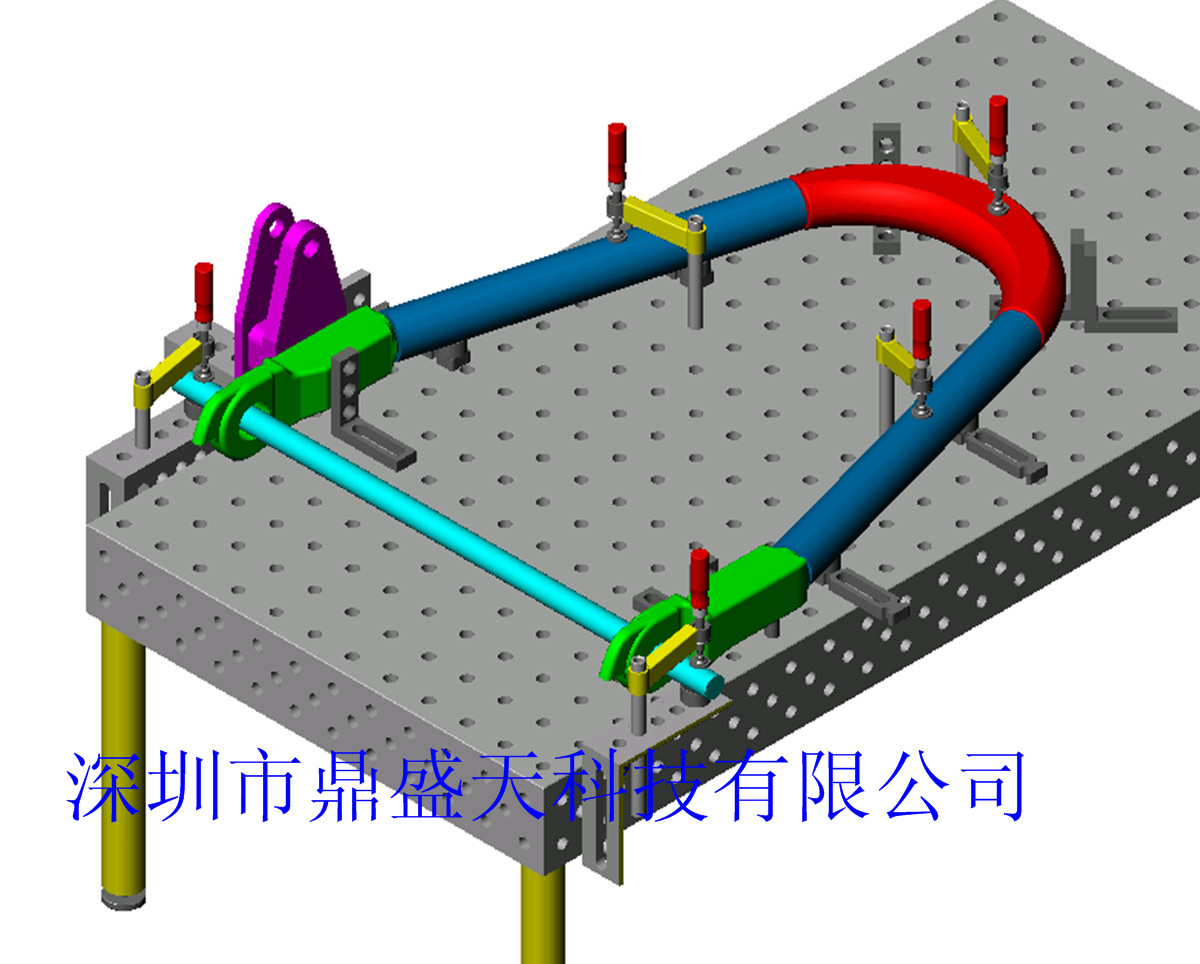
第二步,將中間的矩形管及吸塵管放置好,其放置的基準(zhǔn)為工裝中300的支撐角鐵及已放置好的側(cè)邊主梁,放置時(shí)需注意貼合好。為了不影響吸塵管的放置,可提前將吸塵管與矩形管組合好。放置好后可借助壓緊件進(jìn)行壓緊固定。注意矩形管下的調(diào)高件其高度必須調(diào)節(jié)一致。
第三步,將另一側(cè)的主梁及其散件放置好,如中間矩形管的長(zhǎng)度達(dá)標(biāo),則可以借助中間的矩形管來確定兩側(cè)橫梁的距離,如不達(dá)標(biāo)則需借助卷尺測(cè)量好其位置,之后調(diào)節(jié)好側(cè)邊角鐵上的可調(diào)節(jié)螺桿壓緊件使其貼合主梁面,之后利用螺絲鎖定好螺桿壓緊件的伸出距離減少下次調(diào)試時(shí)間。
第四步,將中間的槽鋼及帶鋼放置好,注意放置之前需將肘節(jié)定位機(jī)構(gòu)的定位板伸出來作為支撐,利用其肘節(jié)夾具進(jìn)行壓緊固定。
第五步,將上軌道安裝好,由于有相應(yīng)的螺紋孔,故工裝中并未加以定位。安裝完成后則焊接完成,取件時(shí)只需將所有的壓緊件松開,從定位基準(zhǔn)面的反側(cè)進(jìn)行慢慢移動(dòng)并由上提出工件。
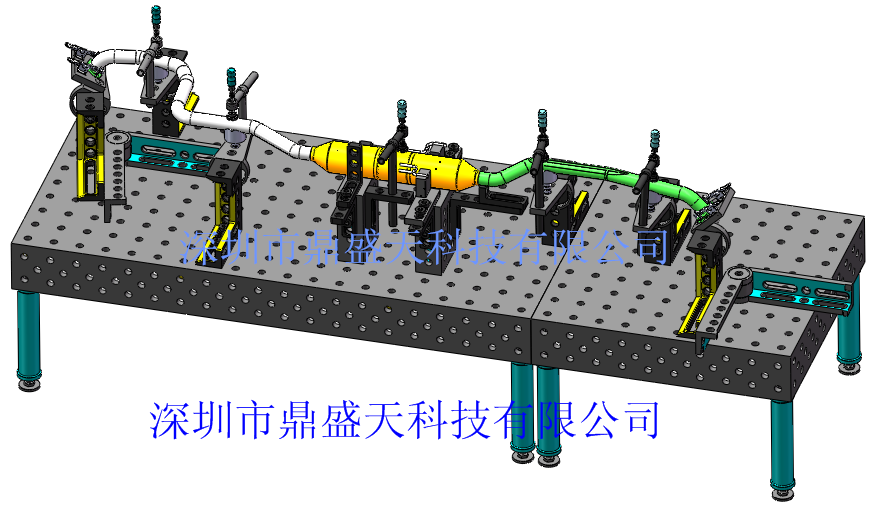
現(xiàn)場(chǎng)安裝效果:
組裝機(jī)床身架后現(xiàn)場(chǎng)圖:
床架焊接工裝應(yīng)用實(shí)例")
選擇DCT品牌焊接工裝,為您解決一切焊接工裝問題!
24小時(shí)服務(wù)熱線:400-830-6696

深圳市鼎盛天科技DCT品牌焊接工裝專注專業(yè)大型吊臂、塔吊、桁架等的焊...
選擇一家適合的焊接工裝夾具廠家(深圳鼎盛天科技)可以讓您的焊接 工...
DCT品牌焊接工裝15年的焊接工裝夾具案例積累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三維柔性焊接工裝夾具是您完成各種異型管道焊...
深圳鼎盛天15年老品牌焊接工裝夾具廠家話你知三維柔性焊接工裝夾具的...
留下您的稱呼以及聯(lián)系方式我們將會(huì)給您發(fā)送最新消息!
? 2018 深圳市鼎盛天科技有限公司版權(quán)所有
粵ICP備12007843號(hào)-1
 粵公網(wǎng)安備 44030902001111號(hào)
法律聲明
網(wǎng)站地圖
網(wǎng)站設(shè)計(jì)
粵公網(wǎng)安備 44030902001111號(hào)
法律聲明
網(wǎng)站地圖
網(wǎng)站設(shè)計(jì)


